
Med fordelene ved lave omkostninger, høj effektivitet og bred anvendelse er laserbehandlingsteknologi den mest avancerede fremstillingsteknologi i nutiden, der repræsenterer udviklingstendensen for den fremtidige fremstillingsindustri.
Anvendelsen af titusind-watt laserbehandlingsteknologi udvider og opgraderer anvendelsesområderne yderligere.Med den gradvise modenhed af teknologien er titusind watt laser blevet bredt anerkendt af markedet.Derudover har den nationale industrielle opgradering et presserende behov for avanceret teknologi til at erstatte den traditionelle proces.titusind watt laser er en stigende trend, og fremtiden er kommet!

Ifølge forbrugsanalysen af Kinas stålindustri er de vigtigste anvendelsesindustrier for stål på nuværende tidspunkt byggeri, maskiner, biler og energi, efterfulgt af skibsbygning og elektriske husholdningsapparater, de fleste af disse industrier bruger mellemstore og tunge plader.Plasmaskæring, flammeskæring, vandskæring, trådskæring osv. bruges i traditionel medium og tyk pladebehandling.Men der er nogle problemer, såsom plasma kan ikke skære små huller, dårlig dimensionsnøjagtighed, stor termisk påvirkning, kan ikke skære små dele, brede slidser og affaldsmaterialer;flammeskæring kan kun skære kulstofstål, ikke ikke-jernholdige metaller, og skærehastigheden er langsom;vandskæringen forurener vandkvaliteten;trådskærehastigheden er langsom, og forbrugsstofferne er store;matricetabet af stansning er stort, og værktøjsomkostningerne er høje.
Traditionelle behandlingsmetoder
Case 1: Gear
Anvendelsesindustri: entreprenørmaskiner, jernbanetransit, automationsudstyr osv.

Titusind-watt laserudstyr har unikke fordele ved tyk pladeskæring, og dets evne til at behandle højpræcisionsdele er også ekstremt stærk.For det samme tandhjuls-emne (som vist i den følgende figur for eksempel), vil den høje temperatur, der genereres under plasmaskæring, passivere gearets skarpe vinkel, og skærende endeflade er ru og ikke glat med lav præcision, derfor vil en fræsning maskinen er påkrævet for at afslutte bearbejdningen af det runde vinkelgear til et skarpt vinkelgear for anden gang.Den skarpe vinkel kan skæres ud på én gang ved at bruge titusind watt laserskæring, og sektionen er glat, hvilket kan opfylde kravene til rumfart, elektrisk kraftudstyr, petroleumsudstyr og bilfremstilling og andre industrier med høje præcisionskrav.
Prøve: 500 mm diameter gear, 12 mm tykkelse, kulstofstål, R1 mm skarp vinkel, 42 skarpe vinkler;
| Bearbejdningsmetode | Traditionel forarbejdning | 12KW laser | 20kW laser |
| Udstyr påkrævet | 300A plasmaskæreudstyr, afgratningsmaskine, fræsemaskine | Titusindvis af watt laserudstyr | Titusindvis af watt laserudstyr |
| Antal påkrævet personale | 2 personer | 1 person | 1 person |
| Påkrævet bearbejdningsposition | 3 slags | 1 | 1 |
| Er sekundær behandling påkrævet | Anden slibning, efterbehandling | Direkte formning | Direkte formning |
| Skærehastighed | 3,9 m/min 3,9 m/min | 5,5m/min 5,5m/min | 8,5m/min 8,5m/min |
| Behandlingstid | 227 min 5 sek (plasmaskæring: 2min6s + slibning: 38S + fræsehjørne: 2min21s + stationsoverførsel og demontering: 22min) | 1 min. 30 sek 1 min. 30 sek | 58s 58s |
| Forarbejdningsomkostninger | 8,47 yuan (plasma + afgratningsmaskine + fræsemaskine + 2 arbejdstimer, enhedspris: 1,03 yuan / m, konturlængde: 8,22 m) | 1,62 yuan (enhedspris: 0,197 yuan / m, konturlængde: 8,22 m) | 1,37 yuan (enhedspris: 0,167 yuan / m, konturlængde: 8,22 m) |
Case 2: gardinvæg i aluminium, vinduesdekoration i aluminium
Applikationsindustri: bygge- og gardinvægsindustri

For kompleks grafik kan den traditionelle behandlingsmetode ikke gennemføres på én gang, hvilket kræver kombinationen af flere udstyr og teknologi, og resultatet er ofte utilfredsstillende.Den fleksible laserteknologi kan dog behandle enhver grafik med ét udstyr, og hastigheden og effekten er ud over de traditionelle behandlingsmetoder.Tager man figuren af tyk plademetal gardinvæg som et eksempel (emnet i den følgende figur som et eksempel), kræver den traditionelle forarbejdningsmetode for aluminium gardinvæg og vinduesdekoration med 10-25 mm pladetykkelse kombinationen af graveringsmaskine og trådskæring .Graveringsmaskinen kan ikke lave skarpe hjørner, og omkostningerne ved trådskæring er høje, effektiviteten er ekstremt lav, og størrelsen er begrænset.Hvis der bruges titusind watt laserbehandling, kan ét udstyr færdiggøres på én gang med høj hastighed, lave omkostninger, god overfladefinish og kan også behandle forskellige komplekse mønstre i stor skala.
Eksempel: vinduesdekoration med aluminiumslegering, 12 mm tyk, uregelmæssig tegning
| Behandlingstilstand | Traditionel forarbejdning | 12KW laser | 20kW laser |
| Udstyr påkrævet | Graveringsmaskine + trådskæremaskine | Titusindvis af watt laserudstyr | Titusindvis af watt laserudstyr |
| Antal påkrævet personale | 2 personer | 1 person | 1 person |
| Påkrævet bearbejdningsposition | 2 slags | 1 | 1 |
| Er sekundær behandling påkrævet | Behøver sekundær behandling (afgratning, olieforurening) | Direkte formning uden slibning | Direkte formning uden slibning |
| Skærehastighed | Graveringsmaskine: dybde 0,3 mm, fremføringshastighed 1 m/min, trådskæring 2000 mm²/h | 2,5m/min | 4,5m/min |
| Behandlingstid (12 mm aluminiumslegering, behandlingstid pr. meter) | Graveringsmaskine: 40min Trådskæremaskine: 2t | 24s | 13s |
| Forarbejdningsomkostninger (yuan / m) | Graveringsmaskine: 40 yuan (enhedspris: 60 yuan / time) Trådskæremaskine: 20 yuan (enhedspris: 10 yuan / time) | 0,52 yuan | 0,34 yuan |
Case 3: gennemgående hulskive
Anvendelsesindustri: petroleum, naturgas, metallurgi.
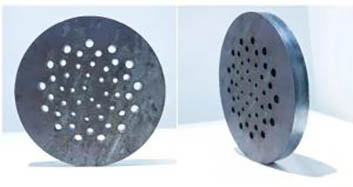
Den traditionelle forarbejdningsteknologi skal bruge form og skær til at hjælpe med behandlingen, hvilket begrænser behandlingen af nogle grafik.Hvis de grafiske data ændres, skal formen laves om.Formomkostningerne er høje, modifikationstiden er lang, og den kan ikke dannes på én gang.Laserbehandlingen har dog høj fleksibilitet, kan behandle vilkårlig grafik og kan til enhver tid ændre produktdesignet i henhold til kundernes behov, og behandlingskvaliteten er høj.I tilfælde af udskæring af små huller (som f.eks. vist i den følgende figur), kan den mindste diameter af plasmaskæreåbningen kun være omtrent lig med pladens tykkelse, dvs. at 25 mm tyk stålplade kun kan bearbejdes med en huldiameter større end eller lig med 25 mm;mens den mindste huldiameter behandlet af titusindvis laserskæring kan nå op på 20% af tykkelsen af den behandlede plade, det vil sige, den 25 mm tykke stålplade kan behandles med en huldiameter på 5 mm, som kan skæres ud i den tykke plade plademetal med forskellig blænde på én gang.
Prøve: 500 mm diameter skive, 25 mm tykkelse, kulstofstål materiale, bearbejdning 4, 6, 8, 10 mm lige gennemgående huller, 50 stykker;
| Bearbejdningsmetode | Traditionel forarbejdning | 12KW laser | 20kW laser |
| Udstyr påkrævet | 300A plasmaskæreudstyr, afgratningsmaskine, fræsemaskine, boremaskine | Titusindvis af watt laserudstyr | Titusindvis af watt laserudstyr |
| Antal påkrævet personale | 3 personer | 1 person | 1 person |
| Påkrævet bearbejdningsposition | 4 slags (byt 4 slags bor) | 1 | 1 |
| Er sekundær behandling påkrævet | Anden slibning, efterbehandling | Direkte formning | Direkte formning |
| Skærehastighed | 1,9 m/min | 1,1m/min | 1,5m/min |
| Behandlingstid | 56 min 6 sek (plasmaskæring: 4min14s + slibning: 38S + fræsning lodret: 1min34s + boring: 16min40s + stationsoverførsel og demontering: 33min) | 7 min 19 sek | 5 min 22 sek |
| Forarbejdningsomkostninger | 52,23 yuan (plasmaskæreenhedspris: 1,42 yuan/m, ydre konturlængde: 1,57 m, hulenhedspris: 1 yuan/styk, 50 styk) | 9,18 yuan (enhedspris: 1,14 yuan / m, konturlængde: 8,05 m) | 8,53 yuan (enhedspris: 1,06 yuan / m, konturlængde: 8,05 m) |
Kombinationen af kvantitet, høj hastighed, god kvalitet og lave omkostninger er produktivitet.For fremstillingsindustrien betyder avanceret produktivitet høj effektivitet og lave omkostninger baseret på høj kvalitet.
Posttid: Mar-05-2021